 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
와이어 드로잉 다이 홀 구조 도입
와이어 드로잉 다이 홀 구조 도입
와이어 드로잉 다이 홀 구조 도입
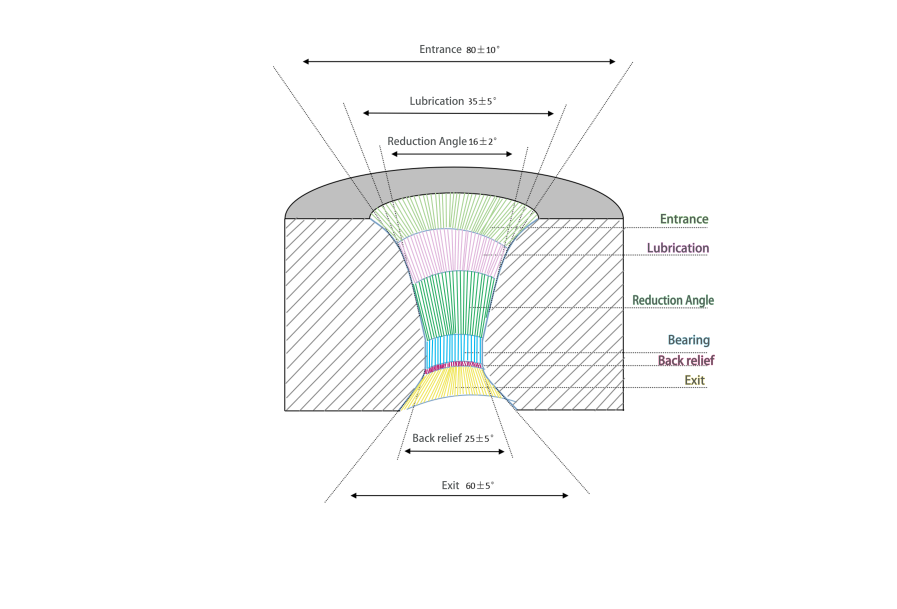
입구 영역 : 드로잉 재료가 이 영역을 통해 다이에 들어갑니다. 일반적으로 다이에 의해 드로잉 재료가 긁히는 것을 방지하기 위해 호입니다.
윤활 영역: 원활한 드로잉에 도움이 되는 윤활제 저장 및 드로잉 재료 윤활 윤활을 위한 것입니다.
감소 영역: 주요 치수가 길이와 각도인 금속 드로잉의 소성 변형 영역입니다. 길이가 작을수록 금속을 인발하면 감소 영역에 더 많은 압력이 가해집니다. 이는 인장 응력을 크게 증가시키고 인발 효과에 영향을 미치는 다이의 마모를 가속화합니다. 감소 영역 길이는 드로잉 재료, 직경 및 윤활에 따라 다릅니다. 선택 원칙은 다음과 같습니다. 1) 연질 금속선을 인발할 때 경질 금속선을 인발할 때보다 길이가 더 짧아야 합니다. 2) 큰 직경의 와이어를 드로잉하는 것보다 작은 직경의 와이어를 드로잉하는 경우 길이가 더 짧아야 합니다. 3) 건식 드로잉 감소 영역 각도에 비해 습식 드로잉에서 길이가 짧아야 합니다. 각도가 클수록 드로잉 재료의 인장 강도와 경도가 증가하고 굽힘 및 비틀림이 감소합니다. 환원부 각도는 강철 인발에서는 작아야 하며, 비철금속 및 초경 인발에서는 크게 해야 합니다.
베어링 길이: 드로잉 재료는 베어링 길이, 베어링 길이가 도면의 경도, 섹션 및 윤활에 따라 다릅니다. 재료. 베어링 길이가 너무 길면 마찰이 증가하여 다이 온도가 높아지고 다이 수명에 영향을 미칩니다. 또한 인장 응력이 증가하여 드로잉 시 수축률과 파손률이 증가하고 분말 소모량이 증가합니다. 베어링 길이가 너무 짧으면 베어링 변경이 도면의 완성된 크기에 영향을 미칩니다.
일반적으로 1) 연질 금속 재료를 인발하는 경우 초경질 재료를 인발하는 경우에 비해 베어링 길이가 더 짧습니다. 2) 큰 직경의 와이어를 그리는 것에 비해 작은 직경의 와이어를 그리는 경우 베어링 길이가 더 짧아야 합니다. 3) 건식인발에 비해 습식인발에서는 베어링 길이가 짧아야 한다.
백 릴리프 및 출구: 출구는 드로잉 재료가 다이에서 나가는 마지막 부분입니다. 베어링 길이의 균열을 보호하기 위한 것입니다. 출구는 너무 짧아서는 안 됩니다. 그렇지 않으면 콘센트가 쉽게 파손될 수 있습니다. 백 릴리프는 드로잉 금속이 출구를 긁지 않고 와이어 품질에 영향을 미치지 않도록 하기 위한 것입니다. 다이를 조정하는 동안 출구와 베어링을 연결하는 날카로운 부분은 다이를 통과할 때 와이어가 긁히는 것을 방지하기 위해 아크가 되도록 연삭해야 합니다.

와이어 차이나 2024
우리는 상하이에서 열리는 Wire China 2024에 참석할 예정입니다.
더 읽어보기SOLID STRANDING DIES의 역할과 산업생산에서의 응용
솔리드 스트랜딩 다이, 즉 솔리드 스트랜딩 다이는 전선 및 케이블 생산 산업에서 없어서는 안될 중요한 도구입니다. 이제 SOLID STRANDING DIES의 역할과 산업 생산에서의 응용에 대해 소개하겠습니다.
더 읽어보기쉐이빙 필링 다이에 대해
쉐이빙 필링 다이의 적용에 대해
더 읽어보기